

If you manage a manufacturing company, you are probably already working with large amounts of data today. Machines produce, operators record information, orders are registered in the system, maintenance handles failures, energy management tracks consumption, and management expects accurate reports. The problem is therefore often not that the company does not have data. The problem is that it cannot collect, connect, and evaluate it in a way that turns it into usable information. And this is exactly where data collection and subsequent data analysis begin to gain strategic importance. As a practical tool for better production management, cost reduction, and decision-making based on reality rather than impressions.

Why do companies often fail to see the true state of production?
In many companies, decisions are still made based on data that is incomplete, distorted, or delayed. Operators record downtime on paper forms, data is transferred into Excel after each shift, and reports are prepared once a day or once a week. At first glance, this may seem like a functional system. Production is running, data is being recorded somewhere, and management receives regular reports. In practice, however, this way of working often creates a false sense of control. The company has numbers, but does not know whether they are accurate. It has data, but lacks context. It has reports, but cannot respond in time. And the greatest risk arises when strategic decisions are made based on this type of information.
Data analysis alone is not enough. The foundation is high-quality, reliable, and systematic data collection.
Well-designed data analytics can reveal where downtime occurs, why production line performance is declining, which equipment consumes the most energy, where failures keep recurring, what the actual status of production orders is, or whether implemented improvements have really delivered results. However, to gain this level of insight, it is not enough to simply purchase an analytics tool. Such tools are excellent at visualizing data, comparing trends, and highlighting deviations, but they cannot fix poor-quality inputs. If the input data is inaccurate, delayed, or incorrectly structured, the result will be a professional-looking report with unreliable content.
That is why every meaningful data analysis project should begin with the following questions:
- Where does the data come from?
- How is it collected?
- Who enters it into the system?
- How often is it updated?
- Can we trust it?
What does high-quality data collection mean in practice?
In practice, data collection means the systematic acquisition of information from relevant sources so that it is accurate, up to date, consistent, and suitable for further evaluation. In a manufacturing company, this may include machine operating data, downtime, quality metrics, energy consumption, equipment failures, or production plan fulfillment. However, what matters is not only that this information is collected. It is equally important that its meaning is clearly defined. High-quality data collection therefore includes not only the technical integration of equipment, but also a well-designed data model.
For example, if the system detects that a machine is not producing, this alone is not enough. You need to know whether it is due to a planned break, equipment failure, missing material, setup, cleaning, or a safety stop. Only then does raw data become information that can actually be used.
It is equally important that data is not collected in isolated departmental silos. Production often has its own spreadsheets, maintenance keeps separate records, sales works in the ERP system, energy management tracks consumption independently, and management receives aggregated reports that no longer allow detailed analysis. The result is that each department may have a different version of reality. That is why the goal of high-quality data collection should also be the creation of a Single Source of Truth (SSoT) — an environment where relevant data is integrated, cleansed, structured, and made available across all management levels.
The greatest improvement comes when a company replaces manual data collection with an automated system. Instead of paper records and manual transcription, data is collected directly from machines, sensors, PLCs, measuring devices, or existing enterprise systems. This approach significantly reduces errors, accelerates data availability, and eliminates subjective bias. Automated data collection also has an important psychological effect. Once problems become visible, they stop being anonymous. The company can identify specific causes, measure their impact, and evaluate whether corrective actions are actually working.
When does data become real value?
Once data is accurate, properly labeled, and integrated into a coherent whole, the next step is interpretation. Data alone does not create value. Value is created only when a company can interpret it correctly and use it for decision-making. Data analysis is therefore not just about creating charts. It is the process of discovering relationships, root causes, and patterns that would otherwise remain hidden. In practice, data analysis can answer questions such as:
- Which equipment causes the most downtime?
- Which types of failures occur most frequently?
- How does energy consumption change under different production conditions?
- Where are the production bottlenecks?
- What impact did a specific improvement have on productivity?
These answers represent the true value of data analytics. A company stops reacting only to consequences and starts understanding root causes. Instead of simply saying that “production is falling behind,” it can precisely identify that a specific production line loses 47 minutes every day due to missing materials, or that a particular type of failure always occurs after exceeding a specific operating parameter.
Which systems support data collection and analysis?
➡️ IoT and IIoT solutions connect machines, sensors, measuring devices, and enterprise systems into a unified data environment, making it possible to gradually build a robust data architecture.
➡️ SCADA systems collect data directly from machines, production lines, PLCs, sensors, and other equipment. At the same time, they help monitor and control industrial processes in real time.
➡️ MES systems connect production planning with the reality on the shop floor. They monitor and manage production operations.
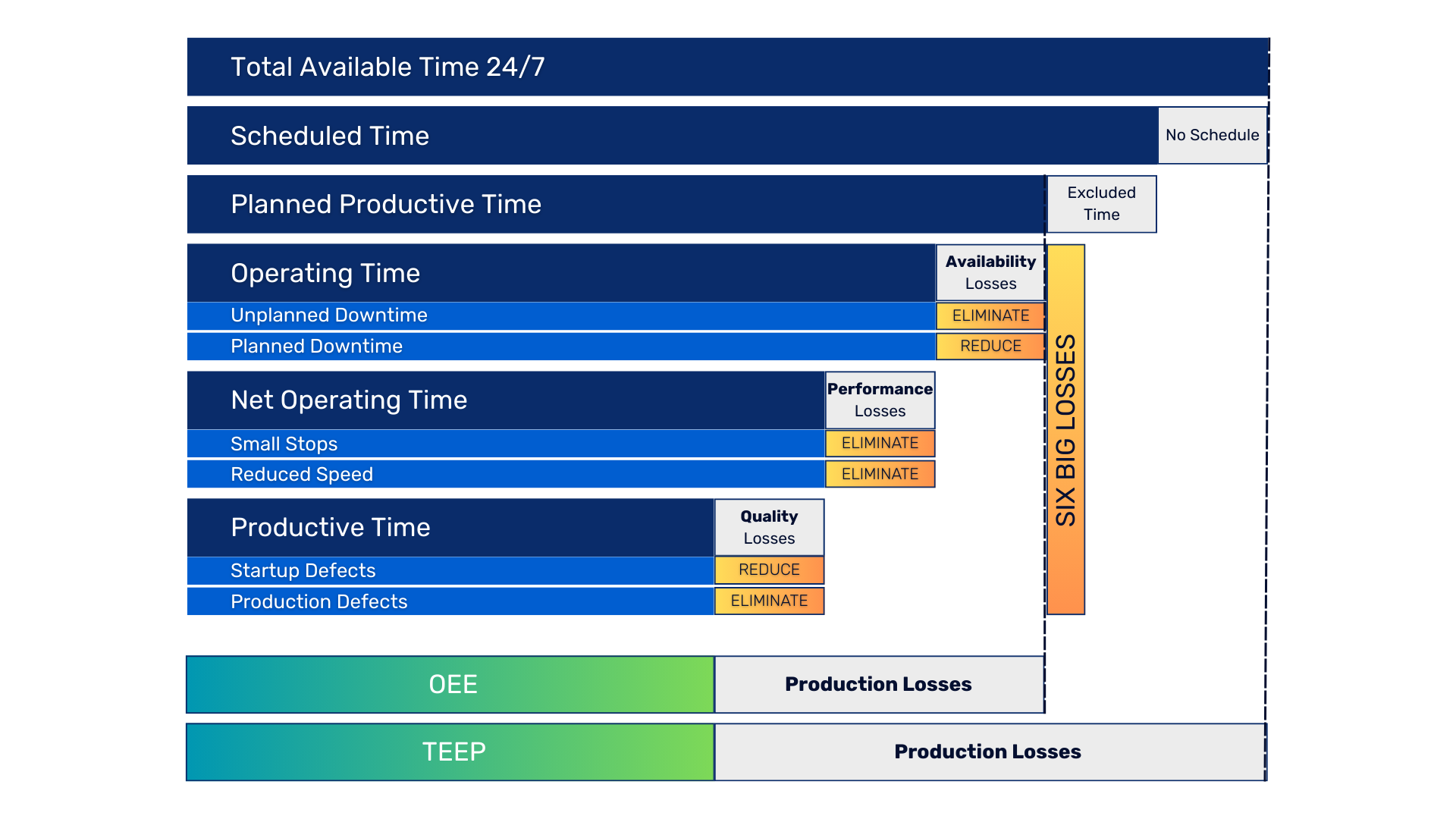
➡️ OEE solutions help measure Overall Equipment Effectiveness. They evaluate availability, performance, and quality, allowing companies to see how much of their true production potential is being utilized and where the greatest losses occur.
➡️ EMS systems focus on measuring and analyzing energy consumption. They help identify which production lines, machines, facilities, or operating modes generate the highest costs.
➡️ BMS/BAS systems monitor and control building infrastructure, including heating, cooling, and ventilation. In industrial facilities, they have a major impact on operating costs, comfort, and safety.
➡️ CMMS systems help plan and manage maintenance. They record failures, maintenance activities, spare parts, and equipment history.
➡️ Business Intelligence tools transform prepared and integrated data into clear dashboards, reports, and management analyses. They help monitor trends, compare time periods, evaluate KPIs, and support decision-making based on accurate information.
However, the real value of these tools is not created when they operate independently. It emerges only when they communicate with each other. SCADA delivers production data, MES provides production context, OEE identifies losses in availability, performance, and quality, EMS and BMS contribute energy and facility data, CMMS adds maintenance information, and BI tools transform all of this into clear decision-making insights.
Only through this level of integration can a company understand not only what happened, but also why it happened, what impact it had, and what needs to change. That is when data collection and data analysis evolve from technical activities into a practical tool for managing performance, costs, and competitiveness.
How should you approach implementing a data solution?
1️⃣ If you want data collection and data analysis to deliver real results, do not start by asking what can be measured or which new technologies you need. Start by asking what you want to improve. Select one specific business or operational problem, such as production downtime, inaccurate planning, rising energy consumption, recurring equipment failures, or a lack of visibility into production performance.
2️⃣ The next step is a data source audit. You need to identify which equipment already provides data, which systems can be integrated, where manual inputs still exist, and where the biggest gaps are. An equally important part is verifying data quality, because not everything that is measured is automatically useful. Data may be incomplete, delayed, incorrectly labeled, or missing the context required for proper interpretation.
3️⃣ Only after this stage does it make sense to design the data architecture. This means determining how data will be collected, where it will be stored, which systems will be integrated, what dashboards and visualizations will be created, and who will actually use them.
4️⃣ In practice, it is advisable to start with a pilot project. This makes it possible to verify whether data collection is technically reliable, whether the data is of sufficient quality, and whether the outputs genuinely support better decision-making. After evaluating the pilot, the solution can then be scaled to additional production lines, machines, facilities, or business areas. The advantage of this gradual approach is that the company does not invest blindly. Every next step is based on verified data, real experience, and clearly demonstrated benefits.
5️⃣ Implementing a data solution does not end with launching a dashboard. To deliver long-term value, it must be continuously evaluated, refined, and expanded according to the company’s evolving needs. If production processes change, new equipment is introduced, or management priorities shift, the data architecture must evolve accordingly. A truly effective system is therefore not a one-time project, but the foundation for continuous improvement.
Data alone will not transform a business. Real transformation comes from the ability to work with data systematically. High-quality data collection ensures that a company has accurate and up-to-date information. Data analysis helps uncover relationships, identify root causes, and reveal concrete opportunities for improvement. Data analytics then turns these insights into a foundation for both day-to-day and strategic decision-making.
Comprehensive solutions from IoT Industries
At IoT Industries, we help you analyze your current situation, identify the biggest gaps, and design a solution that integrates data collection, data analysis, and decision-making into one unified system. Schedule a non-binding consultation.
Why Choose IoT/IIoT Implementation with IoT Industries?
Traditional companies typically specialize in OT (operational technologies, such as production lines and devices) or classic enterprise IT systems. However, we are able to connect both of these worlds. Our unique expertise in integrating OT and IT allows us to deliver innovative solutions in digital transformation, enhancing efficiency, reliability, and competitiveness for manufacturing companies.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}