If you manage a manufacturing company, 2026 probably did not start very calmly for you. The pressure on efficiency is higher than ever before. Energy prices are no longer the shock they were two years ago, but geopolitical uncertainty, trade measures, and tensions in global markets are making planning increasingly difficult. At the same time, the responsibility for results still rests on you.
In such an environment, it may seem that the best strategy is to wait. To be conservative. Not to invest. However, it is precisely in times of uncertainty that it becomes clear who will maintain competitiveness and who will begin to fall behind. If you want to know which Industry 4.0 trends will bring real value in 2026 and which are just marketing noise, read on.

Why Is Tracking Industry 4.0 Trends Especially Important Today?
Companies that follow modern trends and the real possibilities of their application do not operate more efficiently because they want to appear “innovative.” They operate more efficiently because they can identify opportunities earlier where time can be saved, costs reduced, or performance increased—without immediately having to invest in new machines or expand production capacity.
An example is the use of artificial intelligence in procurement processes. Today, systems can easily contact 15 suppliers, summarize price offers, and prepare a comparison. What once took a person days can now be completed by a system within hours.
Without monitoring trends, you would arrive at such efficiency improvements five years later, most likely at a time when it has already become the market standard and you are simply catching up. And this is not some futuristic scenario. It is a practical acceleration of processes that reduces administrative burden and frees up people’s capacity for more valuable tasks.
A very similar situation can be seen in manufacturing digitalization. Companies that build a solid data foundation will be able to respond more quickly to market fluctuations, optimize capacities, and make decisions with lower risk. On the other hand, those that follow trends only passively will be implementing in a few years what their competitors are already using as a standard today.
What Challenges Will Companies Face in 2026?
1️⃣ Geopolitical Uncertainty and Difficult Predictability
The year 2026 is characterized by a high level of unpredictability. Threats of trade restrictions, sudden tariff changes, and tensions between global players can have an immediate impact on supply chains, input costs, and material availability. In a highly globalized environment, a single geopolitical decision can affect the entire market.
For many companies, success may simply mean maintaining the status quo. Not in the sense of stagnation, but in terms of stability. Maintaining margins, performance, and delivery reliability despite external shocks. And it is precisely the companies that have a clear overview of their capacities, efficiency, energy consumption, and bottlenecks that can respond to market fluctuations without panic.
2️⃣ Pressure for Flexibility and Rapid Adaptation
In the past, it was possible to plan production months in advance. Today, the situation is different. Orders fluctuate, customers change priorities, delivery times are shortening, and input prices can change practically overnight. What was true last quarter may no longer apply today. Companies therefore need to be prepared to quickly adjust production capacity, redirect production, or optimize costs.
Such flexibility, however, does not emerge from improvisation. It emerges when you have a clear overview of the real utilization of machines, where downtime occurs, and where hidden reserves exist. A company without data reacts reactively, solving problems only after they arise. A data-driven company, on the other hand, can act preventively, before the problem affects results.
3️⃣ ESG, Energy Efficiency, and Regulation
ESG is no longer just a topic for large multinational corporations. Increasingly, it also affects medium-sized manufacturing companies, either directly through legislation or indirectly through the requirements of customers and partners. If a company wants to comply with standards such as ISO 50001, it must be able to systematically monitor energy consumption at the level of individual devices, evaluate energy efficiency, implement specific measures, and demonstrate their benefits.
In 2026, however, ESG is not just a “reputational” topic. Energy represents a significant cost component. Yet many companies still cannot say exactly which machine consumes the most energy, where unnecessary peaks occur, or what the relationship is between production performance and energy consumption. Without this data, energy management is only an estimate. A company that does not have energy under control also does not have a significant part of its margin under control.
What Risks Do Companies Face If They Neglect Innovation?
A company that changes nothing today may feel stable. After all, machines are running, people are working, and orders are being fulfilled. At first glance, nothing dramatic seems to be happening. The problem is that the loss of competitiveness does not happen suddenly, but gradually. First, costs increase by a few percent. Then delivery times become longer. Later, margins decrease. Eventually, it becomes clear that competitors can produce cheaper, faster, or more flexibly.
Companies that fail to innovate systematically therefore risk:
❌ Greater risk, because in times of crisis, reserves are often what determine survival.
❌ Low ability to respond to market fluctuations, where improvisation replaces real adaptation.
❌ Higher invisible losses, as operating costs increase without companies even realizing it.
One thing is important, however: It is never too late to start. Not all innovations require major investments. Often, it is about systematic work with data, identifying hidden reserves, and gradually improving processes. And perhaps in times of an unpredictable market, focusing on efficiency improvements is wiser than waiting for “a better time.” Because a data-driven company handles uncertainty much more calmly.
Key Industry 4.0 Trends in 2026
👉 1. Automated Data Collection
Manually recording data on paper or in Excel should no longer be the norm today. Digitalization is not new, nor is it rocket science. It is the foundation of efficient management. If a company has not started yet, in 2026 it is high time to map processes, define priorities, and most importantly appoint an internal digitalization ambassador.
👉 2. OEE (Overall Equipment Effectiveness)
If digitalization is the foundation, OEE is the next logical step. The OEE indicator can reveal hidden reserves of 20–30%. And honestly, no AI will deliver such an immediate impact. However, beware of a common misconception: the fact that your machine shows OEE on its display does not mean you are digitalized. If these data remain isolated and are not connected to reporting, you are still operating “on paper.”
👉 3. Energy Efficiency Through EMS and BMS Systems
Energy management is no longer just a “nice to have.” Systems such as EMS and BMS allow companies to monitor consumption at the level of individual machines, optimize operations based on tariffs, identify inefficient equipment, and also prepare operations for ISO 50001.
👉 4. Transition from Reactive to Predictive Maintenance
Reactive maintenance (“we fix it when it breaks”) is today a costly luxury. Transitioning to predictive maintenance means collecting operational data, analyzing trends, and most importantly planning interventions before a failure occurs. Combined with a CMMS system, this creates a managed maintenance ecosystem that reduces downtime, emergency interventions, and the secondary damage associated with them.
👉 5. Unified Platforms (Ignition)
There is no need to discard existing systems. However, if a company is starting from scratch, it is wise to choose a platform that can scale. Ignition is an example of a solution that connects all critical systems, enables ETL processes, and simplifies data integration. A unified platform reduces chaos and increases the clarity of data flows.
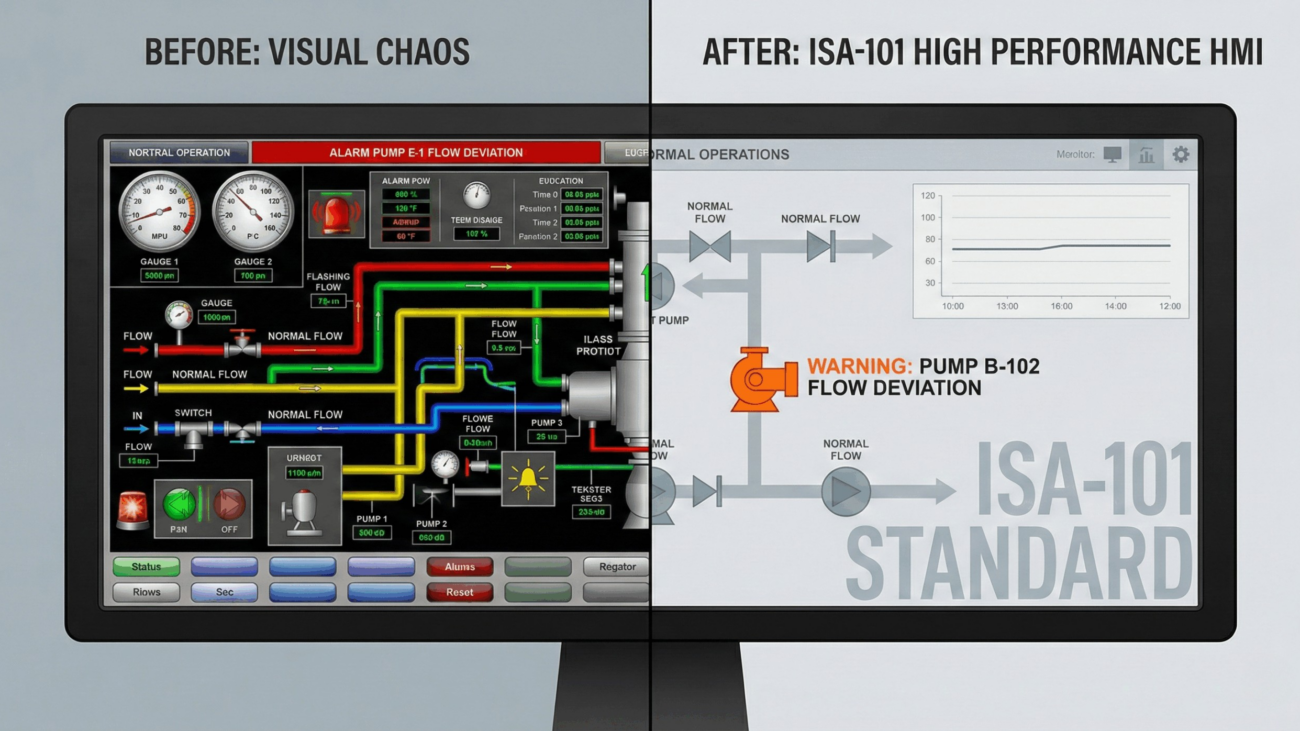
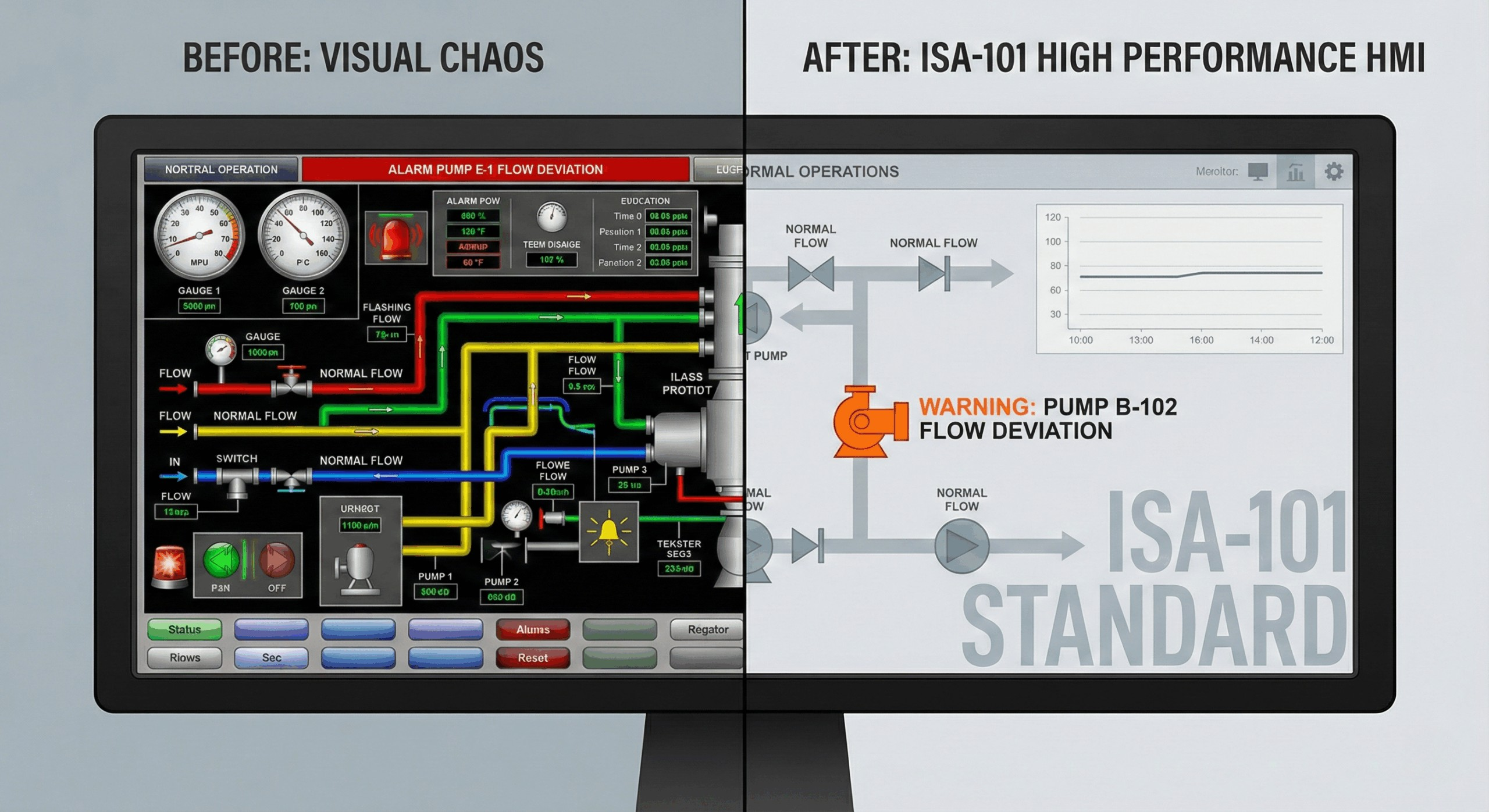
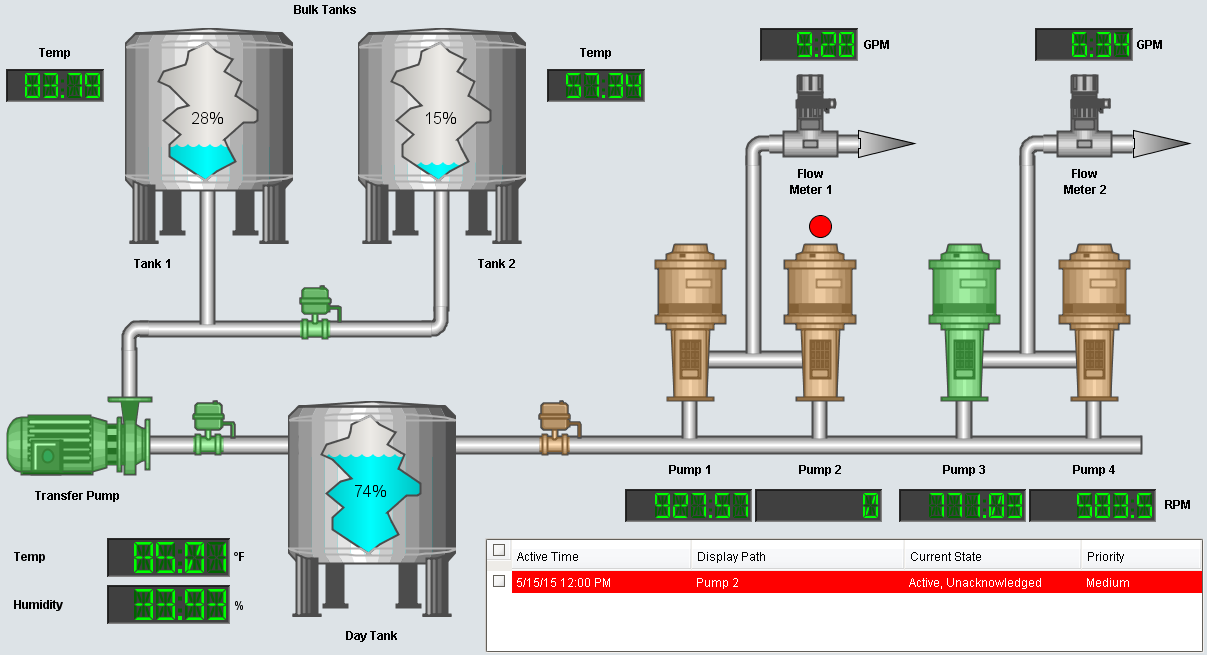
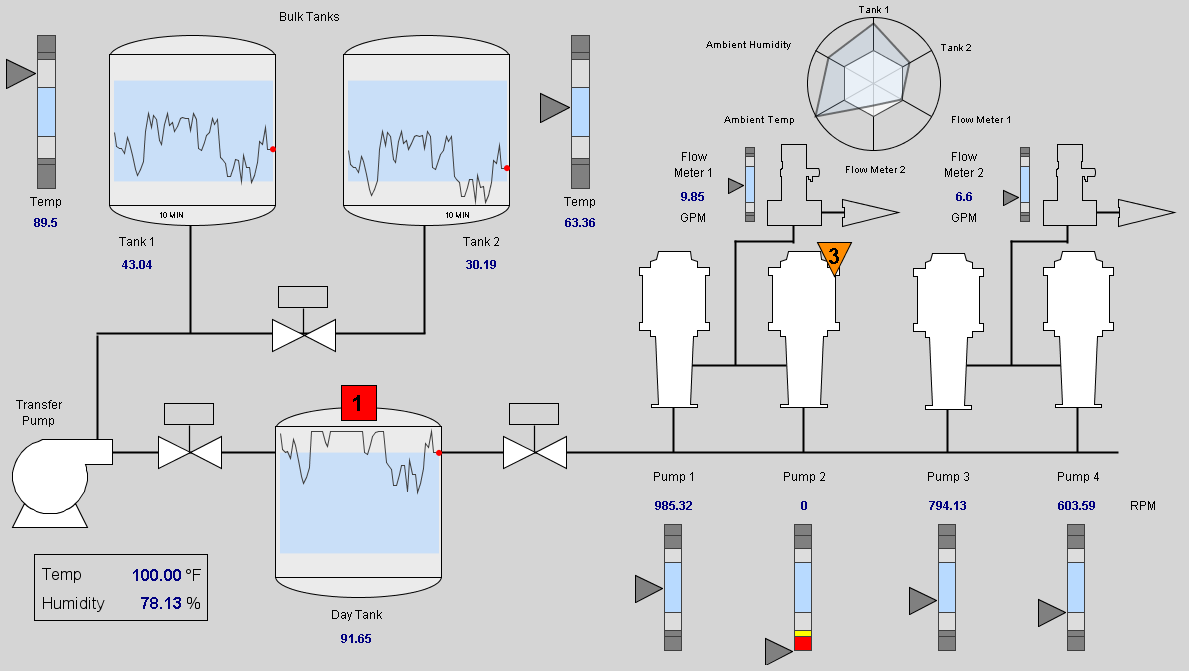
👉 6. Digital Workforce and High Performance HMI
This topic is discussed far less than it deserves, yet its impact in practice is enormous. The ISA-101 standard defines High Performance HMI principles such as fewer colors, more context, highlighting only critical states—all designed to reduce the cognitive load on operators. A modern interface should not be about 3D graphics and blinking flames, but about the operator making fast and correct decisions.
👉 7. Cybersecurity as an Inherent Part of Projects
The question today is no longer: “Will a company become a target of an attack?” but rather: “When will it become a target?” Cybersecurity therefore must be an inherent part of every project, just as natural as occupational safety, without compromise. Not as a separate add-on, but as a fundamental architectural layer of the solution.
👉 8. Big Data and Advanced Analytics
Big Data only make sense when a company is fully digitalized, the data are reliable, and the processes work properly. At that point, connecting data with AI can bring an additional 2–3% optimization. However, as we described in the article “How Big Data Helps Reduce Costs and Boost Performance in Manufacturing Enterprises“, advanced analytics is an extension, not a replacement for fundamental digitalization.
👉 9. AI as a Tool, Not a Goal
Artificial intelligence is currently experiencing enormous hype, perhaps even greater than Big Data once did. It is clear that AI is here to stay and will have its place in industry. However, at the moment it is often overestimated and applied in situations where it does not deliver real value.
Companies should not start with the question “How do we implement AI?”, but rather “What problem do we want to solve?”. And the solution does not automatically have to be artificial intelligence. Often, automated data collection and basic process digitalization are enough. The real value lies in the correct and justified use of technology, not in the technology itself.
How to Prepare for These Trends?
If digitalization or innovation is to be successful, it cannot be random or driven only by current trends. It requires a clear structure, realistic expectations, and a process that minimizes risk while maximizing benefits. A properly designed approach also ensures that the investment will not become a one-time project, but rather a long-term tool for optimization.
A proven approach therefore looks as follows:
- 1️⃣ Audit and process mapping
- 2️⃣ Identification of priorities and benefits
- 3️⃣ Solution design
- 4️⃣ PoC (Proof of Concept)
- 5️⃣ Implementation
- 6️⃣ Long-term monitoring and optimization
When deciding on innovations, the greatest challenge is often to objectively evaluate one’s own processes. Internal teams are naturally immersed in daily operations, and many inefficiencies gradually become the “norm” that no one questions anymore. That is why it is beneficial to involve an external partner with practical experience, who can bring an independent perspective, reduce the risk of incorrect decisions, and accelerate the path to measurable results.
Even 2026 Cannot Stop Progress
Market uncertainty should not be a reason for stagnation. On the contrary, it is an impulse to focus on areas that increase flexibility and efficiency. Digital transformation is not a trend for show. It is a tool that enables companies to respond to unexpected situations faster than their competitors. If you want to find out where the greatest potential lies within your production, let’s start with a non-binding consultation.
“We may not know what global politics will bring. We may not know how markets will evolve. But one thing is certain. The world will not stop. Companies may decide to be more conservative, yet there is still room for innovations that deliver real value.” – Matej Medvecký, Founder & Technical Lead, IoT Industries Slovakia
Why Choose IoT/IIoT Implementation with IoT Industries?
Traditional companies typically specialize in OT (operational technologies, such as production lines and devices) or classic enterprise IT systems. However, we are able to connect both of these worlds. Our unique expertise in integrating OT and IT allows us to deliver innovative solutions in digital transformation, enhancing efficiency, reliability, and competitiveness for manufacturing companies.