Are you an owner, executive, or manager of a manufacturing company who feels that responsibility keeps increasing—while confidence in decision-making keeps decreasing? Production is planned, machines are running, people are working… yet costs continue to rise, productivity declines, and justifying results to management, owners, or shareholders becomes more and more difficult.
Every day, you make decisions worth thousands of euros, but often without up-to-date and reliable data. Information arrives late, from multiple sources, and frequently contradicts itself. At that point, the issue is no longer about individual capability—it’s about how the entire system is set up. And this is exactly where digital transformation becomes essential.
Digital transformation represents a systematic change in how a company collects data, works with it, and turns it into concrete, data-driven decisions. In an environment of rising energy prices, labor shortages, and constant pressure to improve efficiency, it is no longer just a competitive advantage—it has become an absolute necessity.

What Does Digital Transformation Really Mean?
Digital transformation means that a company starts working with data systematically as the foundation of management. At its core, it is about connecting people, technologies, and data into one functional ecosystem. Data is no longer isolated, but automatically collected, processed, and made available in a way that provides clear meaning for different management levels, from operators to top management.
Such a connected ecosystem makes it possible to:
- have a real-time overview of what is happening in production,
- make decisions based on consistent and accurate data instead of estimates,
- react quickly to deviations and prevent problems,
- systematically reduce costs and increase productivity,
- turn collected data into concrete actions with measurable outcomes.
Put simply, digital transformation is about moving from “looking for information” to working with it intentionally. Data thus becomes a natural part of decision-making, not just an additional background document. And this is where the true value of digital transformation lies.
Why Do Companies Postpone Digital Transformation?
Many manufacturing companies are aware that their current way of operating is not sustainable in the long term. At the same time, they often postpone digital transformation. Not because they don’t believe in it, but because they naturally have concerns. In most cases, the main obstacles are not technical but mental barriers.
The most common reasons we encounter are:
- “Production is running fine, we don’t want to interfere with it.”
- “It will be expensive and the ROI is uncertain.”
- “We have older machines, that won’t work here.”
- “We don’t have internal capacity to deal with this.”
- “We don’t want to open Pandora’s box and find out how many issues we really have.”
Paradoxically, the biggest losses often occur precisely in companies that feel they are doing well. Digital transformation does not mean a sudden disruption of production or a massive one-off investment. It is a gradual process that can start small and grow based on real results. Its goal is not to point fingers at mistakes and create extra workload, but to simplify management, relieve people, and bring more confidence into decision-making.
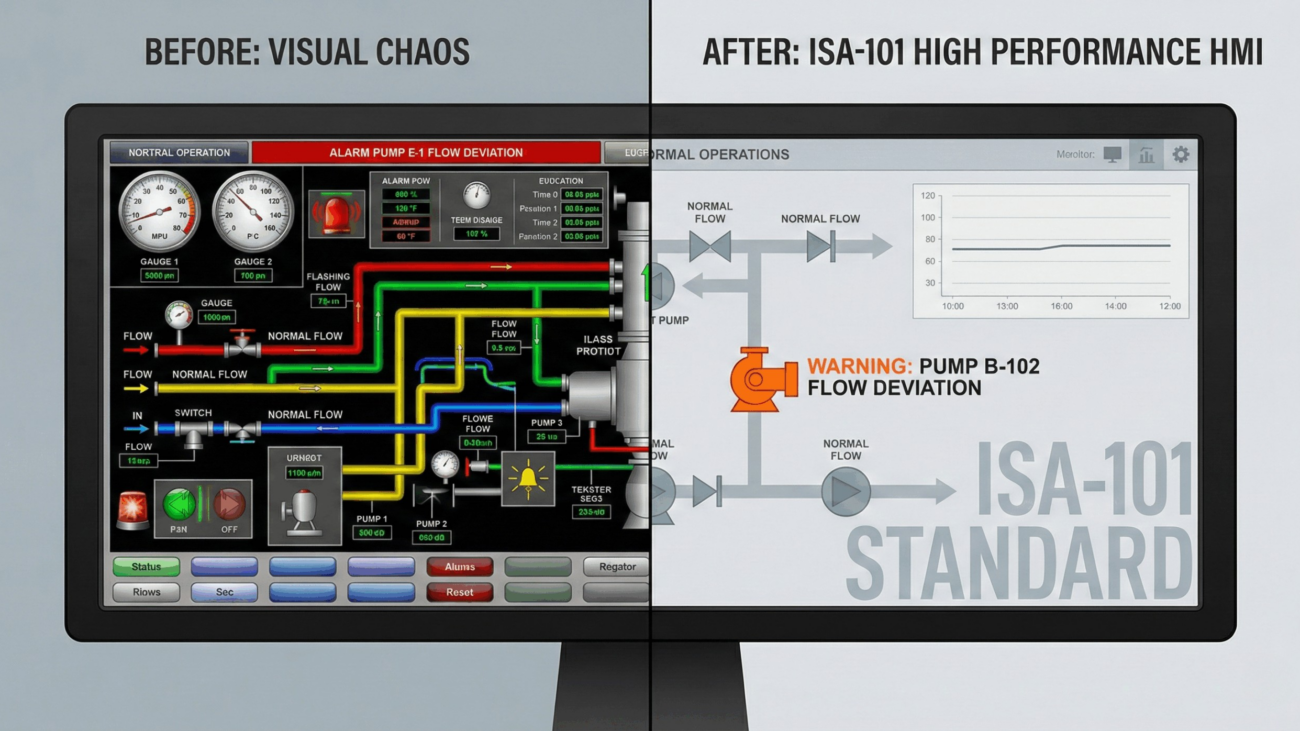
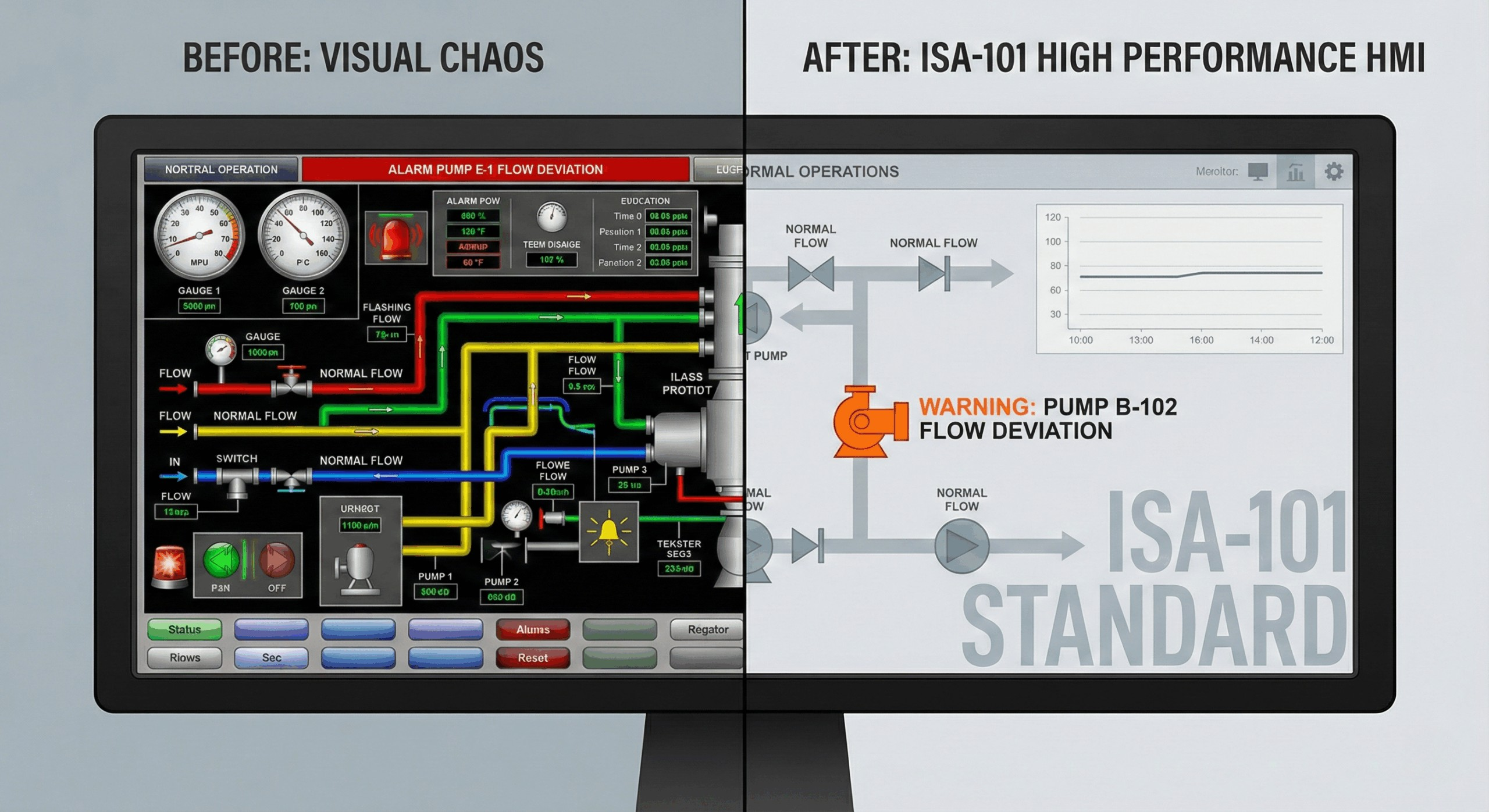
What Does a Typical Plant Look Like Before Digital Transformation?
In many manufacturing companies, production appears to be running smoothly, yet there is no real transparency or control. Information exists, but it is scattered across various systems and documents or stored in people’s heads. As a result, management lacks a single, up-to-date view of reality that would enable fast and accurate decision-making.
A typical scenario in many plants:
- Data is collected manually and in isolation, without forming a coherent picture.
- Management receives it with delay, and it is often incomplete, inaccurate, or “polished”.
- Problems are not prevented, but solved retrospectively—after the losses have already occurred.
- Energy costs keep rising with no obvious cause and no real option for optimization.
- Without quality data and production monitoring, it is impossible to deploy advanced technologies.
The result is an environment where issues are handled operationally, not systematically. The potential of machines, people, and processes remains largely untapped, and without data it is impossible to identify or develop this potential in a targeted way. Production may be running, but there is no guarantee that it is efficient and sustainable in the long term.
How Does Digital Transformation Work in Practice?
Digital transformation does not start with a huge project, but with a well-chosen first step. Its goal is to gradually build a reliable flow of data from shop-floor equipment all the way to management decisions. Each phase builds logically on the previous one and creates a foundation for further expansion. Importantly, the entire process can be executed step by step, without disrupting production.
The typical course of digital transformation includes the following steps:
- Process and existing data analysis
- Selection of a pilot project with fast payback
- Robust architecture design that can be scaled in the future
- Pilot deployment, its evaluation, and subsequent rollout
- Integration with other systems such as MES, SCADA, OEE, CMMS, EMS/BMS, or BI
With this approach, digital transformation becomes a natural part of how the company is managed, not a one-time initiative. Data is used not only to monitor production but also to actively improve it in real time. Digital transformation thus turns into a continuous cycle of Sense → Collect → Analyze → Act.
What Concrete Benefits Does Digital Transformation Bring?
Digital transformation brings transparency, confidence, and the ability to react to change in time. It enables companies to discover where losses really occur and where hidden potential lies. With real-time data, decision-making moves from a world of estimates into a world of facts. The outcome is more stable management and better control over both costs and performance.
Companies that take a systematic approach to digital transformation achieve:
- higher productivity without the need for large investments in new technologies,
- lower operating costs thanks to better resource utilization,
- faster and better-quality decision-making based on accurate, up-to-date data,
- better readiness for Industry 4.0 and further innovation,
- greater long-term competitiveness both domestically and internationally.
Crucially, these benefits do not appear only after several years. The first results are often visible within a few weeks of deploying the initial solutions. Every subsequent step of the transformation then increases the value of the entire system and extends its usability. Digital transformation thus becomes a strategic growth tool, not just another IT project.
How to Start Digital Transformation Without Unnecessary Risk?
Why Choose IoT/IIoT Implementation with IoT Industries?
Traditional companies typically specialize in OT (operational technologies, such as production lines and devices) or classic enterprise IT systems. However, we are able to connect both of these worlds. Our unique expertise in integrating OT and IT allows us to deliver innovative solutions in digital transformation, enhancing efficiency, reliability, and competitiveness for manufacturing companies.