

If you study electrical engineering, automation, or computer science, you probably encounter diagrams, algorithms, and control logic on a daily basis. The question, however, is whether you know how these things work in real manufacturing.
We answered this very question during a lecture at the Faculty of Electrical Engineering and Information Technology of the University of Žilina. The goal was simple – to show students what the implementation of production efficiency measurement looks like in practice. Not company marketing, not recruitment, but the actual work a PLC programmer does every day. And their feedback was surprisingly honest:
“We expected something much worse. This was finally something from real practice.”

PLC – A data source for decision-making across the entire enterprise
PLC (Programmable Logic Controller) is often referred to as the “brain of the machine.” It controls its operation, responds to inputs, and ensures safety. All of that is true, but in modern manufacturing, its importance goes much further. Today, PLC is above all a source of data. Without it, you cannot know when a machine is actually producing, when it is idle and why, what its performance is, or what quality it achieves… And without this information, it is impossible to manage production effectively. A modern manufacturing company does not rely on estimates, but on accurate and up-to-date data.
OEE – The indicator that reveals the reality of production
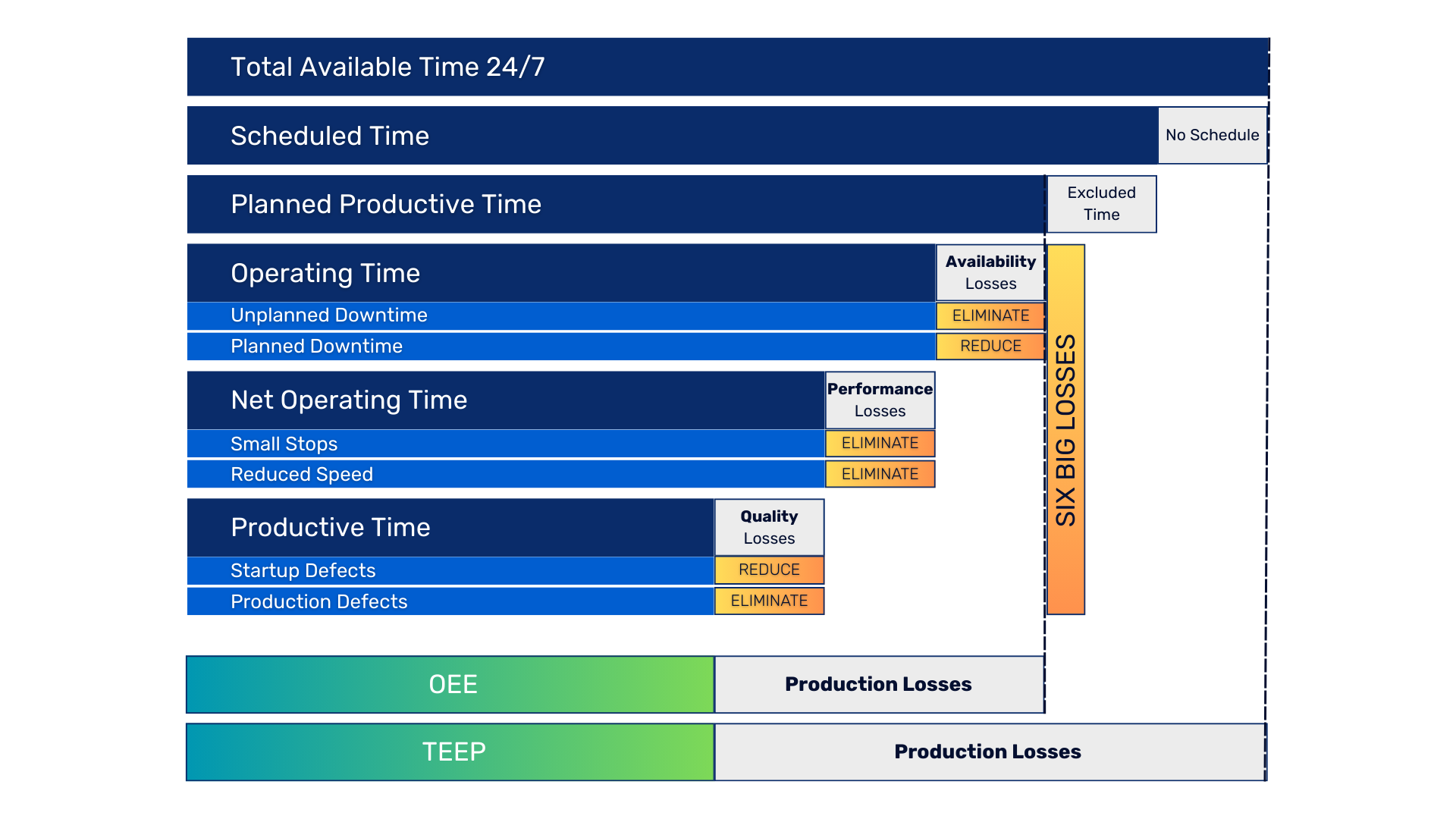
When we talk about production efficiency, sooner or later we arrive at the indicator OEE (Overall Equipment Effectiveness). OEE combines three key factors: availability (whether the machine is actually producing), performance (how fast it produces), and quality (how many units meet the required standards). The result is a single number that reveals how efficiently the equipment is utilized. However, OEE is only as accurate as the input data. If the input data is inaccurate or incomplete, the result has no real explanatory value. And that is exactly why PLC is the absolute foundation.
Why do most OEE projects fail?
From a practical perspective, the biggest problem is not calculating OEE. That part is relatively simple. The problem is data collection. Many companies still operate in a way where operators record data manually, downtime is categorized based on estimates, and performance is calculated from plans, not reality. The result? OEE may look good on paper, but it does not reflect the actual state of production. The company believes it operates efficiently, while in reality it is losing a significant portion of its potential.
What does OEE implementation look like in practice?
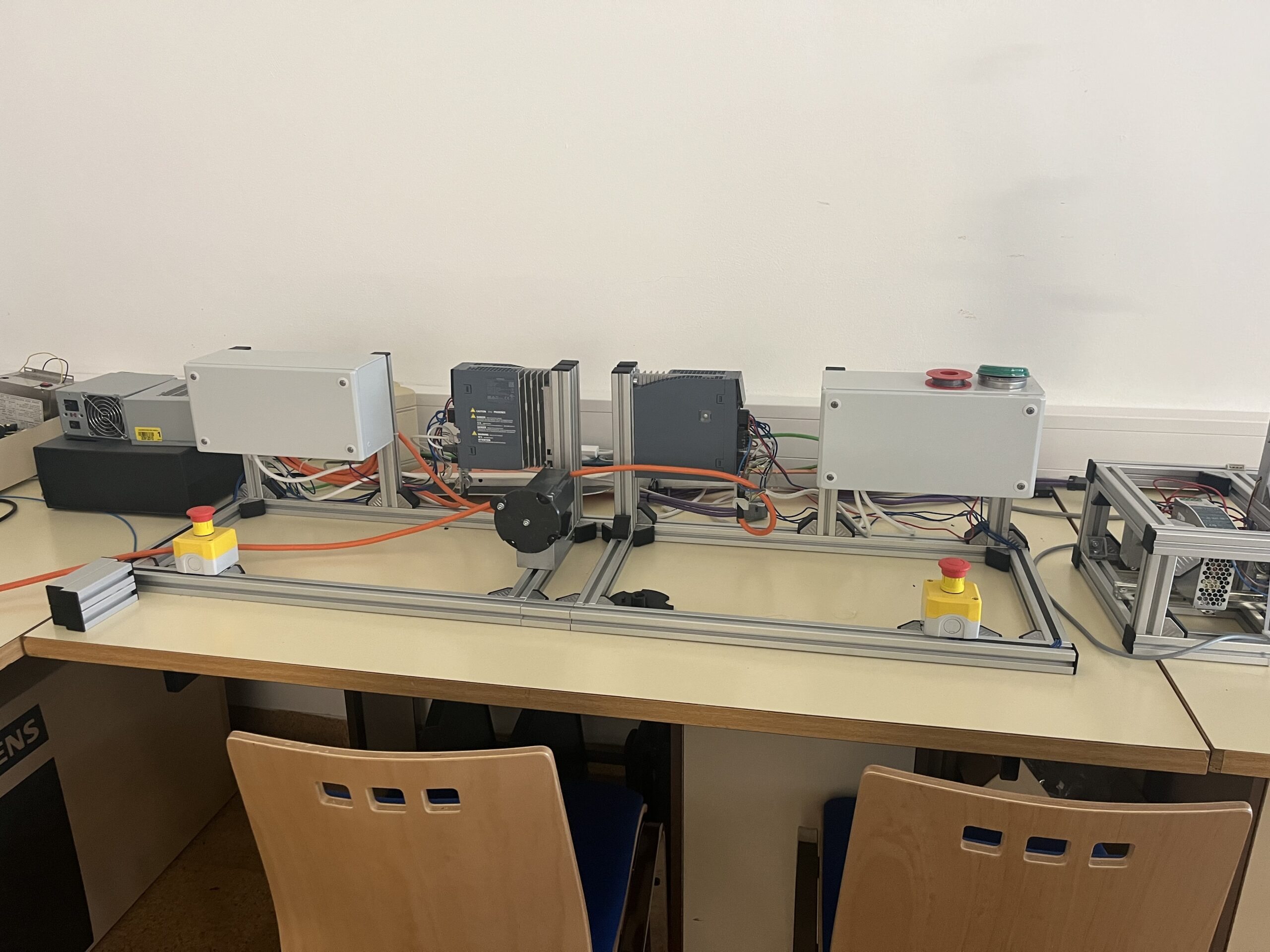
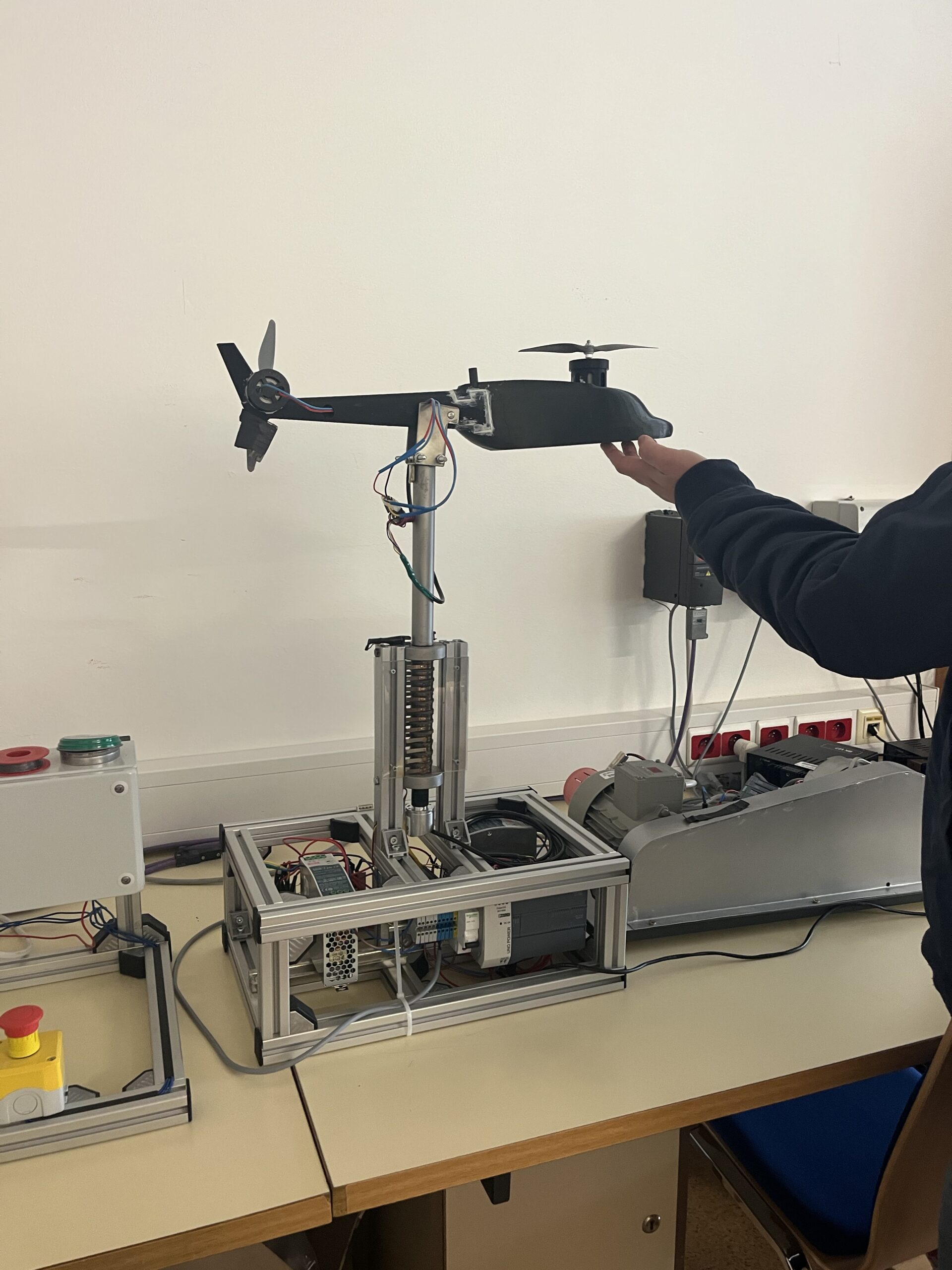
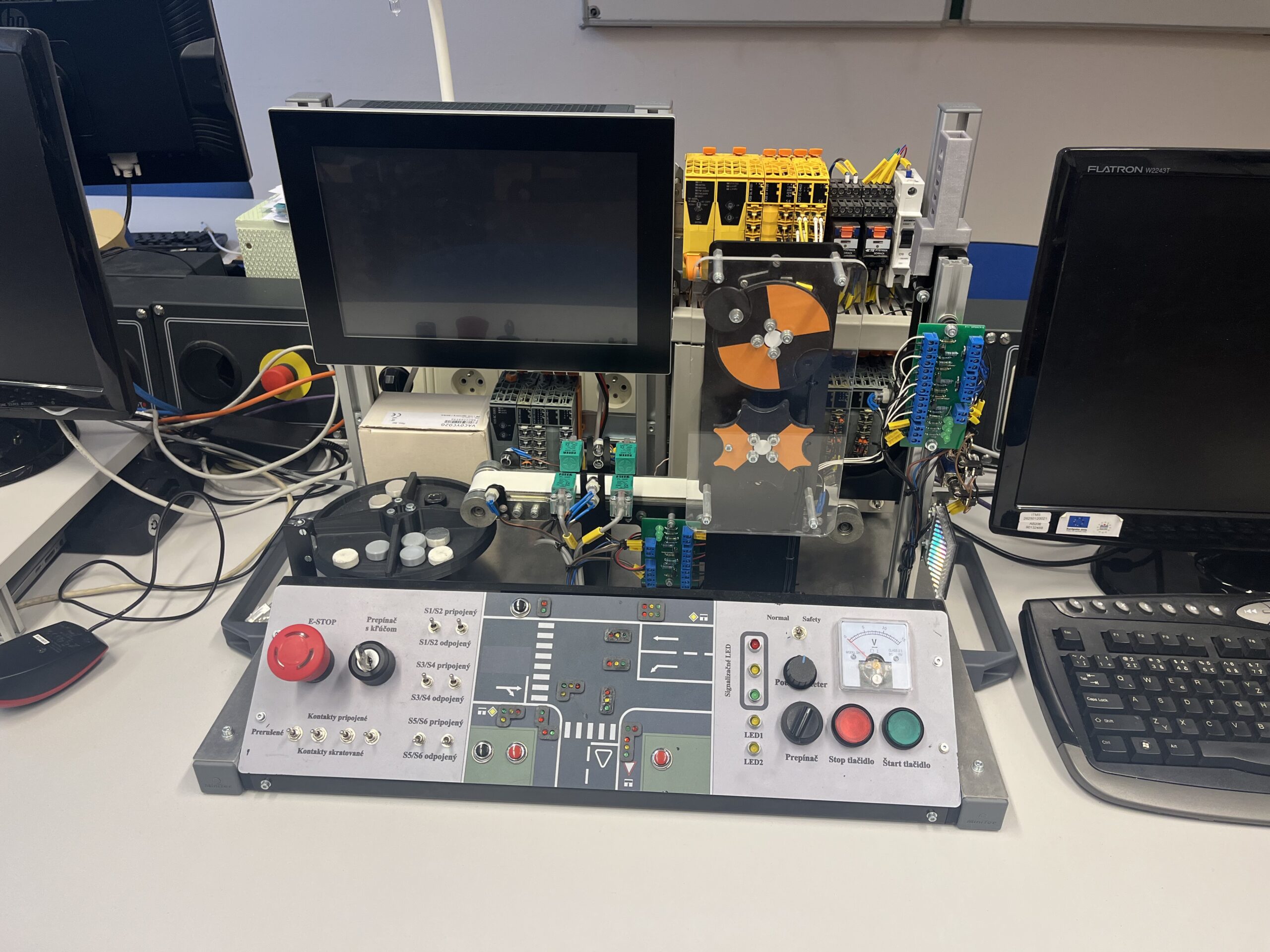
Today, students have access to modern laboratories and technologies, which is undoubtedly a great advantage. The problem, however, lies in the scope of real-world experience. Practical training hours are limited, and there is often a lack of exposure to real projects. As a result, graduates may understand the theory, but lack context and do not see how technology impacts real business. That is why, during the lecture, we showed students the process of OEE implementation. Not an ideal scenario from a presentation, but the real process we deal with in manufacturing companies.
Pilot project as the foundation
We always start implementation in the form of a pilot project, a so-called Proof of Concept (PoC). Its goal is not the immediate deployment of the system across the entire production, but to verify whether we can obtain relevant data from the equipment, whether it has sufficient quality, and whether it makes sense in the context of real operations. At the same time, we verify the technical feasibility of the solution and its initial real benefit on a small scale. It is common for the PoC alone to reveal 10–20% of hidden performance.
Equipment selection and understanding reality
The first step is understanding the existing technology. In practice, you work with machines that are already operating in production, often for many years. This means dealing with older technologies without modern communication, incomplete or outdated documentation, or non-standard modifications made during the machine’s lifecycle.
At the beginning, we focus mainly on two things. On one hand, we need to verify whether it is even possible to obtain the data required for OEE calculation from the equipment. On the other hand, we examine the technical possibilities for connection. We identify the PLC manufacturer, the specific model, available modules, and communication interfaces. Only the combination of these two perspectives – process and technical – determines whether it makes sense to start measuring OEE on a given machine.
Connection and communication in real conditions
Theory talks about protocols such as OPC UA, Modbus, or Profinet. Reality, however, is usually much more complex. You often find that the PLC has no free port, a communication module is missing, or the system was simply not designed for integration with other tools. In such cases, it is necessary to find solutions, from adding hardware to modifying the existing infrastructure.
Connecting a machine to the network is therefore not just about physical wiring. We enter an environment where it is necessary to address IP addressing, network segmentation (VLAN), security policies, and firewalls. It is precisely in this phase that the biggest delays often occur, because the project interferes with the existing IT infrastructure and requires coordination with the IT department.
Identification, data collection, and analysis
Documentation will, in most cases, not tell you what individual signals actually mean. Therefore, it is necessary to monitor them in real time, compare them with machine behavior, and gradually understand the logic of their combination. Only through this process can you reliably determine when the machine is actually producing, when a unit is created, and when it is defective.
Once the relevant signals are identified, continuous data collection begins. The data is stored in a database and visualized in real time. At this stage, production becomes “visible” for the first time. What was previously hidden in estimates or paper records turns into accurate and instantly available information.
From data to real solutions
However, data collection is not the goal. It is only the beginning. The real value arises when the company starts actively working with the data. Suddenly, it clearly sees why machines stop, where they slow down, where defects occur, and where unused capacity is hidden.
At this point, systematic work with losses in production comes into play. We most often rely on the Six Big Losses model, which divides losses into six main categories, from failures and downtime, through reduced speed, to production defects. But it is not just about naming these losses. The key is that, thanks to data, you can quantify them precisely, evaluate their impact, and assign a specific elimination target.
Based on this, a natural cycle of improvement is created. First, you identify the biggest problem, then implement a specific measure, track its impact in the data, and repeat the process. Production optimization thus shifts from a one-time initiative to a continuous, data-driven process, not one based on estimates.
Why is a skilled PLC programmer essential?
At the end of the lecture, we returned to the original question: What does a PLC programmer actually do? It is not just programming. It is a professional who understands technology, understands data, and indirectly influences decision-making across the entire company. And this is precisely the perspective that is often missing in education, even though it is crucial in practice. It also confirmed that connecting theory with practice has enormous value for students. Not because they learned something entirely new, but because they started to understand the connections.
The feedback from the university captured this perfectly:
“Connecting theory with practice is extremely important – these kinds of meetings give students a perspective they will not find in textbooks. I am glad they had the opportunity to meet someone who works daily in the field they are studying. Thank you for your time, openness, and inspiring sharing of experience!”
– Mário Michálik
And that is exactly what manufacturing digitalization is about today. Not about the technologies themselves, but about the ability to understand how the different parts of the system are connected – from PLC all the way to strategic decision-making.
Comprehensive solutions from IoT Industries
If you would be interested in a similar lecture or expert knowledge sharing from real practice at your school or organization, we would be happy to get involved. We believe that connecting theory with real projects brings the greatest value – both for students and for the industry itself.
Why Choose IoT/IIoT Implementation with IoT Industries?
Traditional companies typically specialize in OT (operational technologies, such as production lines and devices) or classic enterprise IT systems. However, we are able to connect both of these worlds. Our unique expertise in integrating OT and IT allows us to deliver innovative solutions in digital transformation, enhancing efficiency, reliability, and competitiveness for manufacturing companies.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}